Download control system, quality control, quality assurance and more Lecture notes Mathematics in PDF only on Docsity!
UNIT: 2 Units
COURSE OUTLINE
Modern programmes for assuring quality, productivity and lower cost, statistical engineering
techniques for process control and product acceptance are emphasized, recognized methods
are also presented for defects reductions, product liability prevention, inspection
improvement, traceable calibration and tender/customer relations.
Quality
In the manufacturing and services sector, definition of quality incorporate in the following: conforming to requirement and specifications, fitness for use, customer satisfaction, delighting the customer, and enchanting the customers.
Dimensions of Quality
i) Performance It refers to the primary operating characteristics of a product. E.g., a product can be judged by its clarity of sound, weight, size, functions, or by speed, pick-up, fuel efficiency, etc. ii) Features : These constitute the second dimension of quality. These refer to additional characteristics available in products along with the primary operating characteristics. iii) Reliability Reliability refers to the probability of a product’s failure within a specified time period. If a product fails frequently, we say that it is an unreliable product. iv) Conformance (Agreement) Conformance means meeting specifications that customers want that the product should meet.
v) Durability Durability refers to the measure of product life. It can also be understood as the operational life of the product, i.e., how long the product can be used without replacement. vi) Serviceability Serviceability is concerned with how readily a product can be serviced back into operational mode. vii) Aesthetics This means how a product looks, sounds, feels, etc. The aesthetic value of a product is purely subjective. viii) Reputation Reputation is related to the past performance of the company.
Factors Affecting Quality
The nine fundamental factors ( 9 M’s ),
- Market: Because of technology advancement, we could see many new products to satisfy customer wants. At the same time, the customer wants are also changing dynamically. It is the role of companies to identify needs and then meet it with existing technologies or by developing new technologies.
- Money: The increased global competition necessitates huge outlays for new equipment and process. This should be rewarded by improved productivity. This is possible by minimizing quality costs associated with the maintenance and improvements of quality level.
- Management: Because of the increased complex structure of business organization, the quality related responsibilities lie with persons at different levels in the organization.
- Men (Human Resource): The rapid growth in technical knowledge leads to development of human resource with different specialization. This necessitates some groups like, system engineering group to integrate the idea of full specialization.
- Motivation: If we fix the responsibility of achieving quality with each individual in the organization with proper motivation techniques, there will not be any problem in producing the designed quality products.
- Materials: Selection of proper materials to meet the desired tolerance limit is also an important consideration. Quality attributes like; surface finish, strength, diameter etc., can be obtained by proper selection of material.
- Machines and mechanization: In order to have quality products which will lead to higher productivity of any organization, we need to use advanced machines and mechanize various operations.
- Modern information methods: The modern information methods help in storing and retrieving needed data for manufacturing, marketing and servicing.
- Mounting product requirements: Product diversification to meet customers taste leads to intricacy in design, manufacturing and quality standards. Hence, companies should plan adequate system to tackle all these requirements.
Disadvantages
- Delicate instruments can be employed.
- Measuring or inspection equipment have to be recalibrated often as they are subjected to wear or dust.
- High cost of inspection because of numerous sets of inspections and skilled inspectors.
- Supervision of inspectors is difficult due to vibration.
- Pressure on inspector.
- Possibility of biased inspection because of worker. 2. Centralised inspection Inspection is carried in a central place with all testing equipment, sensitive equipment is housed in conditioned area. Samples are brought to the inspection floor for checking.
Advantages
- Greater degree of inspection due to sensitive equipment.
- Less number of inspectors and tools.
- Equipment needs less frequency of recalibration.
- Cost of inspection is reduced.
- Unbiased inspection.
- Supervision of inspectors made possible.
- No distraction to the inspector.
Disadvantages
- Defects of job are not revealed quickly for prevention.
- Greater material handling.
- High cost as products are subjected to production before they are prevented.
- Greater delay in production.
- Inspection of heavy work not possible.
- Production control work is more complicated.
- Greater scrap. 3. Combined inspection Combination of two methods whatever may be the method of inspection, whether floor or central. The main objective is to locate defect so that action can be taken maintain quality economically. 4. Functional inspection This system only checks for the main function, the product is expected to perform. For example, an electrical motor can be checked for the specified speed and load characteristics. It does not reveal the variation of individual parts but can assure combined satisfactory performance of all parts put together. This is also called assembly inspection. 5. First piece or first-off inspections
First piece of the shift or lot is inspected. This is particularly used where automatic machines are employed. Any discrepancy from the operator as machine tool can be checked to see that the product is within in control limits. This yields good result if the operator is careful.
6. Pilot piece inspection This is done immediately after new design or product is developed. This is suitable for mass production and products involving large number of components such as automobiles aeroplanes etc. Modification to design or manufacturing process is done until satisfactory performance is assured or established. 7. Final inspection This is also similar to functional or assembly inspection. This inspection is done only after completion of work. This is widely employed in process industries such as, electroplating or anodizing products. This is done in conjunction with incoming material inspection.
Methods of Inspection
There are two methods of inspection. They are: 100% inspection and sampling inspection. The inspector for
the quality control and reliability department may inspect in any of the following;
(i) Inspect each piece on each operation. This is called ‘100 percent inspection’ and is quite expensive. (ii) Inspect the first piece, and other pieces selected at random. This called Random Inspection. (iii) Check the final part and complete assembly using random or 100 percent inspection. (iv) Inspect the partial assembly or the final assembly only using random or 100 percent inspection. (v) Inspection of a part or complete apparatus taken from the production line to a laboratory or inspection station where critical dimensions and functions are carefully checked.
Drawbacks of Inspection
Following are the disadvantages of inspection:
i. Inspection adds to the cost of the product but not for its value. ii. It is partially subjective, often the inspector has to judge whether a products passes or not. iii. Fatigue and Monotony may affect any inspection judgment. iv. Inspection merely separates good and bad items. It is no way to prevent the production of bad items.
Control Control is the process through which the standards are established and met. This process consists of observing our activity performance, comparing the performance with some standard. The control process involves a universal sequence of steps as follow:
- Choose the control object, i.e. choose the parameter to control
- Choose the unit of measurement
- Set the standard value or goal for the parameter to control
- Choose a sensing device which can measure the parameter to control
- Off-line quality control: Its procedure deal with measures to select and choose controllable product and process parameters in such a way that the deviation between the product or process output and the standard will be minimized. Much of this task is accomplished through product and process design. E.g.: Taguchi method, principles of experimental design etc.
- Statistical process control : SPC involves comparing the output of a process or a service with a standard and taking remedial actions in case of a discrepancy between the two. It also involves determining whether a process can produce a product that meets desired specification or requirements. On-line SPC means that information is gathered about the product, process, or service while it is functional. The corrective action is taken in that operational phase. This is real-time basis.
- Acceptance sampling plans : A plan that determines the number of items to sample and the acceptance criteria of the lot, based on meeting certain stipulated conditions (such as the risk of rejecting a good lot or accepting a bad lot) is known as an acceptance sampling plan.
Steps in Quality Control
Following are the steps in quality control process: i. Formulate quality policy. ii. Set the standards or specifications on the basis of customer’s preference, cost and profit. iii. Select inspection plan and set up procedure for checking. iv. Detect deviations from set standards of specifications. v. Take corrective actions or necessary changes to achieve standards. vi. Decide on salvage method i.e ., to decide how the defective parts are disposed of, entire scrap or rework. vii. Coordination of quality problems. viii. Developing quality consciousness both within and outside the organization. ix. Developing procedures for good vendor-vendee relations.
Objectives of Quality Control
- To improve the companies income by making the production more acceptable to the customers, i.e. , by providing long life, greater usefulness, maintainability etc.
- To reduce companies cost through reduction of losses due to defects.
- To achieve interchangeability of manufacture in large scale production.
- To produce optimal quality at reduced price.
- To ensure satisfaction of customers with productions or services or high quality level, to build customer goodwill, confidence and reputation of manufacturer.
- To make inspection prompt to ensure quality control.
- To check the variation during manufacturing.
The broad areas of application of quality control are incoming material control, process control and product control.
Statistical Quality Control (SQC) Statistical quality control is defined as the technique of applying statistical methods based on the theory of probability and sampling to establish quality standard and to maintain it in the most economical manner.
The following are the main elements of SQC: Sample Inspection Use of Statistical Methods Fundamental Objective Decision Making Specifications, Production and Inspection
Techniques of Statistical Quality Control
The important techniques used for statistical quality control can be broadly classified into two categories:
Product Control. Statistical Process Control (SPC) or simply Process Control.
Classification of SQC techniques
Product control
Product control means to control the products in such a way that these are free from defects and conform to
their specifications.
This involves the control the quality of components both manufacture or purchase, and also control the quality
of the final product.
Statistical Process Control (SPC)
A process is a series of operations or actions that transforms input to output. It is said to be stable or repeatable if the resulting output product is of the given specifications or standard quality. However, the process may not be stable due to poor quality of raw material, change in the machine settings, use of unskilled work force, improper machine, etc. The process needs to be control through tool or technique and this technique is known as statistical process control (SPC).
Statistical process control is a technique used for understanding and monitoring the process by collecting data on quality characteristics periodically from the process, analysing them and taking suitable actions whenever there is a difference between actual quality and the specifications or standard.
Statistical process control technique is widely used in almost all manufacturing processes for achieving
process stability and making continuous improvements in product quality.
Tools for Statistical Process Control
- Pareto charts
- Check sheets
- Cause and effect diagram
- Scatter diagrams
- Histogram
- Graphs or flow charts
- Control charts
Pareto charts Pareto charts help prioritize by arranging them in decreasing order of importance. In an environment of limited resources, these diagrams help companies decide on the order in which they should address problems. The Pareto analysis can be used to identify the problem in several forms: ( a ) Analysis of losses by material (number or part number). ( b ) Analysis of losses by process i.e. , classification of defects or lot rejections in terms of the process. ( c ) Analysis of losses by product family. ( d ) Analysis by supplier across the entire spectrum of purchases. ( e ) Analysis by cost of the parts. Pareto chart for poor quality ( f ) Analysis by failure mode.
Check sheets A check sheet is a form used systematically to record the frequency of occurrence of certain product or service characteristics related to quality as they happen which reveals patterns or trends. The characteristics may be measurable on a continuous scale such as weight, diameter, time, or length.
Check list
Flow charts (or) graphs It shows the sequence of events in a process. They are used for manufacturing and service operations. Flow charts are often used to diagram operational procedures to simplify the system. They can identify bottlenecks, redundant steps and non-value added activities. Flowchart
Control Charts
Control charts methods are used to detect the presence of an unacceptable or non-random variation
(i.e. an assignable cause) in product process. It distinguish special causes of variations from common
causes of variation. Control chart are graphic devices used to monitor (or sample statistics that
describe) characteristics of a product or process on regular basis over time.
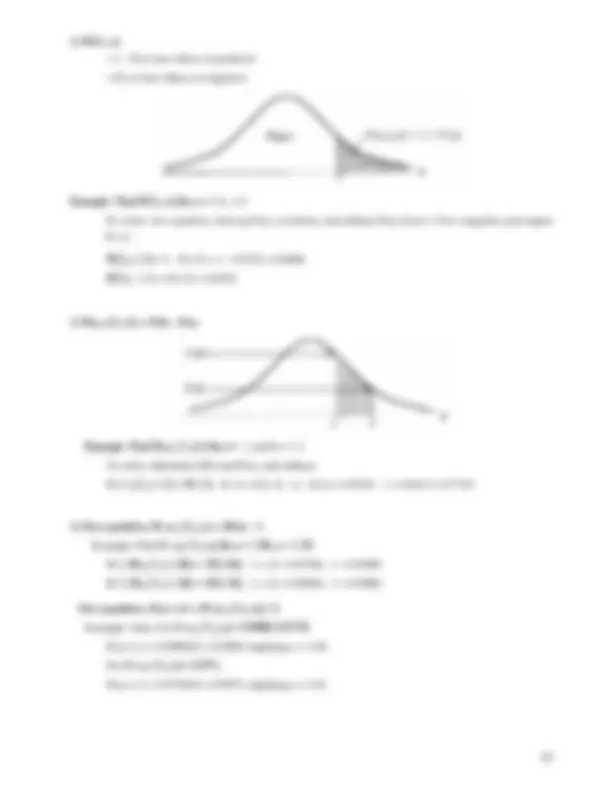
Centre Line (CL) – The centre line of a control chart represents the value which can have three different interpretations depending on the available data:
(i) it can be an average value of the quality characteristic or the average of the plotted points. (ii) it can be a standard or reference value, based on representative prior data or an aimed (targeted) value based on specifications. (iii) it can be the population parameter if that value is known. The centre line is usually represented by a solid line.
Upper Control Line – The upper control line represents the upper value of the variation in the quality characteristic. So this line is called upper control limit (UCL). Usually, the UCL is shown by a dotted line.
Lower Control Line – The lower control line represents the lower value of the variation in the quality characteristic. So this line is called lower control limit (LCL). Usually, the LCL is shown by a dotted line.
The UCL and LCL also have three interpretations depending on the available data same as the centre line. These limits are obtained using the concept of 3σ (three sigma – standard deviation) limits.
The two limits are constructed so that if the process is operating under a stable system of chance causes, the problem of an observation falling outside these limits is quite small. Control chart shows the performance of a process from two points of view: (i) they show a snapshot of the process at the moment the data are collected. (ii) they show the process trend as time progresses.
If the sample points fall between the control lines, the process is said to be under statistical control. But, if one or more points lie outside the control limits, control chart alarms (indicates) that the process is not under statistical control. Some assignable causes are present in the process. To bring the process under statistical control, it is necessary to investigate the assignable causes and take corrective action to eliminate them and then continue the production process.
The figure illustrates a control chart for monitoring the diameter of plastic cups produced on moulding machines. The chart has a mean value (target value) at 12.00 cm, an upper control limit at UCL = 12.10 cm and a lower control limit at LCL = 11. cm. Each plotted point represents the average diameter of a sample of several disks.
Benefits of using control charts
- A control chart indicates when something may be wrong, so that corrective action can be taken.
- The patterns of the plot on a control chart diagnosis possible cause and hence indicate possible remedial actions.
- It can estimate the process capability of process.
- It provides useful information regarding actions to take for quality improvement.
Objectives of control charts
- To secure information to be used in establishing or changing specifications or in determining whether the process can meet specifications or not.
- To secure information to be used on establishing or changing production procedures.
- To secure information to be used on establishing or changing inspection procedures or acceptance procedures or both.
- To provide a basis for current decision during production.
- To provide a basis for current decisions on acceptance for rejection of manufacturing or purchased product.
- To familiarize personnel with the use of control chart.
There are two types of control charts: (i) Variable control chart : It is one by which it is possible to measures the quality characteristics of a product. (ii) Attribute control chart : Attribute control chart: It is one in which it is not possible to measures the quality characteristics of a product, i.e., it is based on visual inspection only like good or bad, success or failure, accepted or rejected.
Upper control limit (UCL)
Lower control limit (LCL)
Control Chart
Sample number
Diameter
(^1 2 3 4 5 6 7 8 9 )
Procedures to construct X-chart and R-chart
- Identify the process to be controlled.
- Select the variable of interest.
- Decide a suitable sample size ( n ) and number of samples to be collected ( k ).
- Collect the specified number of samples over a given time interval.
- Find the measurement of interest for each piece within the sample.
- Obtain mean (X) of each sample.
- Establish control limits for X and R -charts
Control charts for attributes
P-charts and C-charts are charts used for attributes. This chart shows the quality characteristics rather than measurements.
P -chart A p -chart is a commonly used control chart for attributes, whereby the quality characteristic is counted, rather than measured, and the entire item or service can be declared good or defective. The standard deviation of the proportion defective, p , is:
where n = sample size, and 𝑝̅ = average of several past p values and central line on the chart.
Using the normal approximation to the binomial distribution, which is the actual distribution of p ,
and 𝐿𝐶𝐿𝑝 = 𝑝̅ − 𝑍𝜎𝑝
where Z is the normal deviation (number of standard deviations from the average).
Patterns of the control chart
- Natural patterns of variation, and
- Unnatural patterns of variation.
Natural Patterns of Variation
A control chart having a natural pattern of variation has the following three characteristics: i. Most points lie near the centre line of the chart. ii. Very few points lie near the control limits. iii. None of the points fall outside the control limits.
In a typical control chart with 3σ limits, 99.73% observations lie between the 3σ limits while only 0.27 observations may lie outside the 3σ limits
Unnatural Patterns of Variation
1. Extreme Variation If one or more sample points are significantly different from the other points and lie outside the control limits of the control chart then there is an extreme variation in the chart. Some assignable causes are present in the process and corrective action is necessary to bring the process under control. Causes of extreme variation are: i. Error in measurement, recording and calculations, ii. Wrong setting and defective machine tools or erroneous use, iii. Power failures for short time, iv. Use of a new tool, failure of the component at the time of test, etc. 2. Trend If consecutive points on the control chart tend to move upward or downward as shown in the figure, it can be assumed that the process indicates a trend. If proper care or corrective action is not taken, the process may go out of control.
Causes of trend pattern are: i. Tool or die wear, ii. Gradual change in temperature or humidity, iii. Gradual wearing of operating machine parts, iv. Gradual deterioration of equipment, etc.
3. Cycles When consecutive points exhibit a cyclic pattern, it is also an indication that assignable causes are present in the process which affect it periodically.
Causes of cyclic pattern are: i. Rotation of operators, ii. Periodic changes in temperature and humidity, iii. Periodicity in the mechanical or chemical properties of the material, iv. Seasonal variation of incoming component, etc.
4. Shifts When a series of consecutive points falls above or below the centre line of the chart, it can be assumed that a shift in the process has taken place. This indicates the presence of some assignable causes.
Acceptance sampling Acceptance sampling is a technique in which a small part or fraction of items/units is selected randomly from a lot and the selected items/units are inspected to decide whether the lot should be accepted or rejected on the basis of the information obtained from sample inspection.
Probability Distribution Useful in Quality Control
Hypergeometric Distribution: The distribution depends on the size of the population, the number of draws without replacement, and the number of "successes" in the population.
If N = size of the population, with k elements of the population belonging to one group (e.g. successes) and N − k belonging to the other group (failures). Further, let the number of samples drawn from the population be n , such that 0 ≤ n ≤ N.
Then the probability ( P ) that the number ( X ) of elements drawn from the successful group is equal to some number ( x ) is given by:
𝑃(𝑋 = 𝑥)^ =
Binomial Distribution:
Only two outcomes are involved i.e. success or failure. And the binomial expansion is given as:
(p + q) = pn^ + nC 1 pn-1q + nC 2 pn-2q^2 +... + nCn-1pqn-1^ + qn
p = probability of success and q = probability of failure
If X = the number of successes (out of n trials performed):
We say the X has a Binomial Distribution with number of trials n and success probability p. Written in notation as 𝑋 ~ 𝐵(𝑛, 𝑝)
The probability mass function of X is given by
𝑓(𝑥) = {(
0, otherwise where
(𝑛𝑥) = (^) 𝑥!(𝑛−𝑥)!𝑛! , and x! = x × (x - 1) × … × 2 × 1 (note 0! = 1)
In general, if probability that an item is defective be p. Let the probability that an item is good be q , such that q = 1 – p (NB: p and q can be interchanged, and “success” and “failure” can be used instead) the probability of exactly r defective items (or successes, heads, etc.) in any order in n trials must be pr q ( n – r ) multiplied by (^) nCr ,
i.e. Pr[𝑅 = 𝑟] = (^) n Cr pr^ q(n-r) The lefthand side of this equation should be read as the probability that exactly r items are defective (or successes, heads, etc.).
NB: (^) n Cr = (^) n C(n-r)
The requirements for using the binomial distribution are as follows:
- The outcome is determined completely by chance.
- There are only two possible outcomes.
- All trials have the same probability for a particular outcome in a single trial. That is, the probability in a subsequent trial is independent of the outcome of a previous trial. Let this constant probability for a single trial be p.
- The number of trials, n , must be fixed, regardless of the outcome of each trial.
NB:
For infinity large n distribution is no larger binominal distribution but normal distribution, a
continuous distribution now becomes applicable.
P(x) = pxqn-x
Expected Mean and Standard Deviation
For discrete random variable, the mean or expected value is 𝐸(𝑅) = 𝜇 (or 𝜇𝑅)
= ∑ 𝑎𝑙𝑙 𝑝𝑜𝑠𝑠𝑖𝑏𝑖𝑙𝑖𝑡𝑖𝑒𝑠(number of “successes”) × (probability of that number of “successes”)
The mean value of the binomial distribution is the product of the number of trials and the
probability of “success” in a single trial.
i.e. 𝜇 = 𝑛𝑝
and 𝜎^2 = 𝑛𝑝(1 − 𝑝) or 𝜎^2 = 𝑛𝑝𝑞
The standard deviation is always given by the square root of the corresponding variance
i.e. 𝜎 = √𝑛𝑝𝑞
Poison Distribution:
This is a discrete distribution that is used in two situations. It is used, when certain conditions are met, as a probability distribution in its own right, and it is also used as a convenient approximation to the binomial distribution in some circumstances. The Poisson distribution is commonly used to model counts in an interval of time, an area, a volume or other unit, such as
- the number of customers entering a sales office in a given hour
- Collisions of cars at a specific intersection under specific conditions
- the number of machine breakdowns per month
- the number of defects on a piece of raw material.
(Probability constant,
x!(n-x)!^ trials independent)
n